c .
d.
e .
f .
g.
h.
i .
TM 10-4320-344-24
If insert (2) does not come out of tapped hole, go to step d.
I f i n s e r t ( 2 )
does come out of tapped hole, go to step h.
Insert scribe (3) between end of insert (2) and tapped hole.
Work end of insert (2) away from tapped hole and form a tang
to diameter of insert (2).
Using needle nose pliers (4), grasp tang.
equal in length
Turn insert (2) counterclockwise until insert is out of tapped hole.
Discard
i n s e r t ( 2 ).
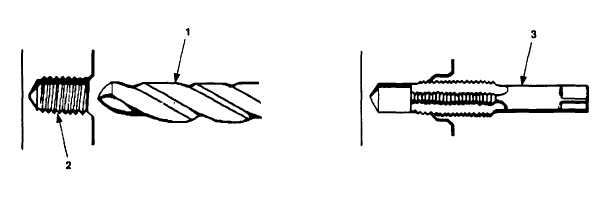
Lubricate finishing tap (5) with transmission oil.
Using finishing tap (5) and tap handle, slowly thread tap in and out of tapped
h o l e.
Compressed air can blow dust into the eyes.
Wear eye protection.
Do not
exceed 30 psi (207 kPa) air pressure.
Dry cleaning solvent is highly toxic and can ignite
organic materials, nitrates, carbides, and chlorates.
Wear eye, skin, and
respiratory protection.
Use only in well ventilated area.
j .
Using compressed air, blow out dirt and any loose metal chips in tapped hole.
k.
Use wiping rag dampened with cleaning solvent to clean tapped hole.
l .
If threads can not be restored or excessive damage exists, go to 2.11.2.5. If
threads are not damaged, go to 2.11.2.6.
2.11.2.5
Oversizing Insert Pilot Holes. (Refer to figure 2-8)
Figure 2-8.
Oversizing Insert Pilot Holes.
A l l s i z e s f or
to repair kit
a.
Using drill
tools and threaded inserts depend on original bolt size.
Refer
for proper drill and tap sizes.
(Figure 2-8, 1) bore out damaged threads (2) to original depth.
2-41