TM 10-4320-307-24
4-6
SPEED INCREASER REPAIR (CONT).
NOTE
Do not heat the gear nor cool the shaft.
(4) If advance is in acceptable range, press gear onto shaft so that it is flush with shoulder on shaft at small end
of taper. The gear must be advanced to within +0.000/-0.002 inch (+0.000/-0.05 mm) of the shaft shoulder.
NOTE
Inner races of tapered roller bearings may be
pressed on cold, or heated in a 275°F (134.7 C)
oven for not more than 30 minutes. If the bearings
are heated, they must be seated with a press after
cooling.
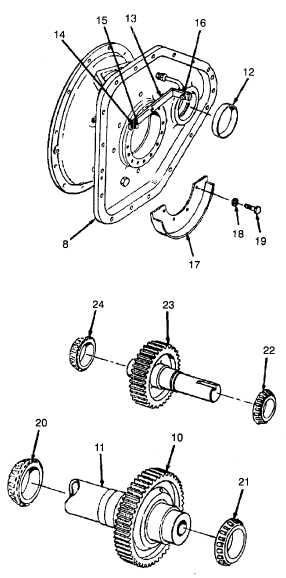
g.
Install tapered roller bearing outer race (12) into
gear front housing (8).
h.
Install tube support bracket (13) with two
lockwashers (14) and two screws (15) onto front
housing (9).
i.
Connect nut (16) and torque screws to 27 2 ft-
lbs (36.60 2.71 Nom).
j.
Install front baffle (17) and secure with four
lockwashers (18) and four screws (19).Torque
screws to 27 2 ft-lbs (36.60 2.71 N.m).
CAUTION
Special tools for seating tapered roller bearings
must have inside diameters slightly larger than
the shaft, and outside diameters small enough
not to touch the cages and rollers.
NOTE
Inner races of tapered roller bearings may be
pressed on cold, or heated in a 275°F (134.70C)
oven for not more than 30 minutes. If the bearings
are heated, they must be seated with a press after
cooling.
k.
Install inner race of bearing (20) over front of
input shaft (11) and seat. Install inner race of
bearing (21) over rear of input shaft (11) and
seat.
I.
Install inner race of bearing (22) onto rear of
output shaft (23) and seat.
m. Install inner race of bearing (24) onto front of
output shaft (23) and seat.
4-28