
(5) Check for loose or worn valve guides.
Check the internal diameter of the valve
guide with a telescope gage and a
Replace guides that are
worn to a bell-mouthed shape or guides
that have a maximum diameter of more
than 0.4082 inch.
(6) If the valve guides are worn or damaged,
drive out the guides from the combustion
chamber side, using a driver that is
slightly smaller than the external diameter
of the guide (fig. 60). With the driver,
drive in new guides from the combustion
chamber side. When properly seated,
intake valve guide tops will be 14 inches
from the top of the block and exhaust
Figure 63. Checking valve seat for runout.
valve guide tops will be 19l6 inches from
the top of the block (fig. 61).
arbor press or by applying light blows with
Caution
a hammer until the valve seat is resting
Do not attempt to ream the valve
against the bottom of the bore. Roll or
guides after seating them. Guides
peen the valve seat in place.
are
prereamed
and
coated.
(8) Check the valve springs for cracks and
Further reaming will remove the
distortion. Test compression strength with
coating.
a spring tester. Compression strength
(7) Check the exhaust valve seat inserts for
must be as follows:
cracks or loose mounting. Pull out faulty
Length
Load (minimum)
valve seats (fig. 62). Replace valve
1 7/8 in. (valve closed).......
.
52 pounds
seats with new 0.010-inch oversized valve
1.521 in. (valve open)........
.
103 pounds
seats. Counterbore the valve seats to a
diameter of 1.688 to 1.687 inches. This
will provide a 0.003- to 0.005-inch press
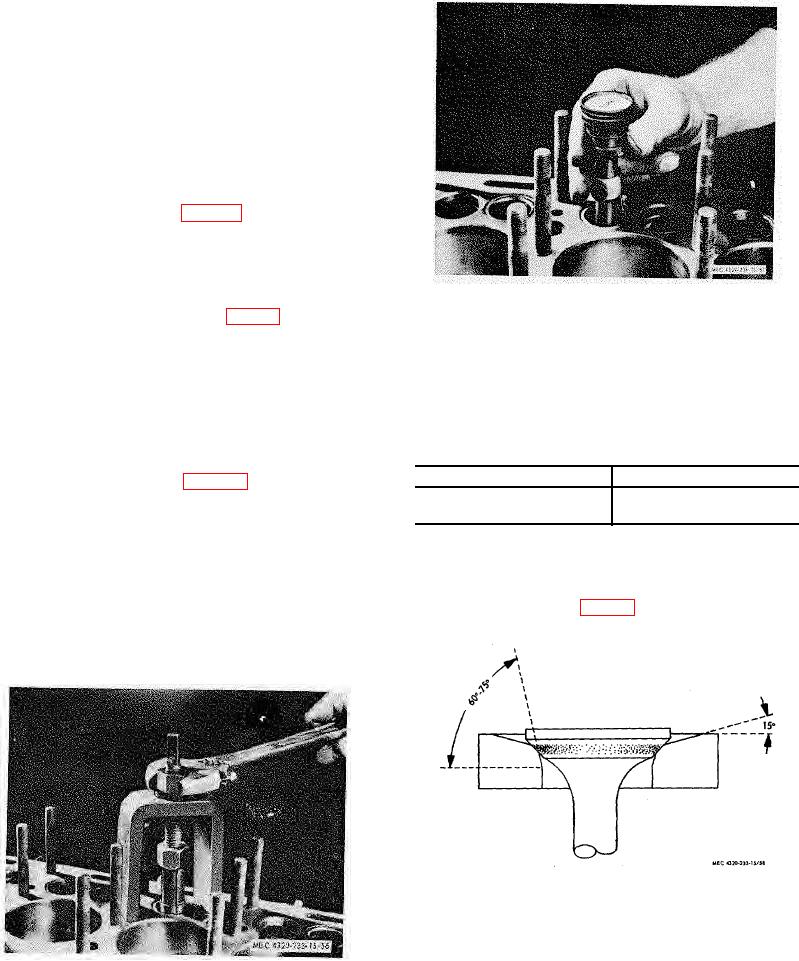
(9) Grind the valve seats. The seat angle of
fit. Counterbore deeply enough so that
the intake valves is 30 . The seat angle
the boring tool will clean up the bottom of
of the exhaust valve is 45. Use a dial
the bore to assure proper heat conduction
indicator (fig. 63) to check the valve seat
from the valve insert. Chill the valve
seats in dry ice for 20 minutes. Install the
valve seat in place with a piloted driver
using an
Figure 64. Narrowing valve seat.
Figure 62. Pulling valve seat insert.
TAGO 6358A
75

